
赣州自锁胶带自控液压拉紧装置 ZYLA全自动液压拉紧装置
浏览次数:227次
- 产品规格:
- 发货地:江苏省扬州高邮市
关键词
赣州自锁胶带自控液压拉紧装置
详细说明
执行标准:
液压张紧装置的设计、制造、安装、验收应以中国国家标准(GB)为基础,并参考下列规范和标准:
DLJ52 电力建设及施工验收规范
GB985气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸
GB986埋弧焊焊缝坡口的基本形式与尺寸
GB3323钢熔化焊对接接头射线照相和质量分级
GB11345钢焊缝手工超声波探伤方法和探伤结果分析
GB1184形状和位置公差、未注公差的规定
GB1901公差与配合尺寸至500mm孔、轴工差带与配合
GB/T1804一般公差线性尺寸的未注公差
GB1764漆膜厚度测定法
JB/ZQ4000.7锻件通用技术要求
GB12348工业企业厂界噪声标准 II类混合区评价标准
GB11352-89一般工程用铸造碳钢
GB700-88普通碳钢钢结构
GB5680-85高锰钢铸件技术条件
JB/TQ4000.3焊接通用技术条件
IEC/GB电动机技术标准
GBJ17-88钢结构设计规范
GB324-88钢焊缝符号表示法
GB700-88碳素钢结构
GB1184形状和位置公差、未注公差的规定
GB/T1804一般公差线性尺寸的未注公差
GB3767噪声源声功率级的测定
GB5676-86一般工程用铸造碳钢
GB5677铸钢件射线照相及底片等级分类方法
GB6402钢锻材超声纵波探伤方法
GB8923涂装钢材表面锈蚀等级和除锈等级
GB9286色漆和清漆漆膜的划格试验

液压系统安装说明
3.1本系统运到施工现场后应仔细打开包装,并按照装箱单仔细检查系统各部分是否符合合同要求,是否符合图纸设计要求,有无损坏现象,否则应及时与生产厂家联系。
2、本系统各部分拆装后应确保各部分所有外露口堵盖或包扎,在设备安装配管前不得脱落,以免对液压系统造成污染。
3液压运抵安装位置后应根据各部分的设计要求将其在基础上固定牢靠,不得松动,以免影响其使用性能。
4、各部分就位后,请按以下方式配管,管道焊接、加工、安装按[YBJ207-85]中的有关条款执行。
5、液压系统安装配管完成后,请按照液压系统电气接线图或系统设计接线。
3.2液压系统调试说明
1、液压系统安装后,首先根据液压原理图、结构图、电器控制图等,检查液压系统各个部分的安装是否正确无误,管道是否无误,否则及时处理。
2 、油箱注油,液位在液位计的中上部。
3、打开压力表开关,将先导式溢流阀完全松开,然后启动电机,以确定转向是否正确。(从尾部看顺时针)
4、 调整压力传感器,上限保护压力表16Mpa,下限电机启动压力为6Mpa。
5、开机后慢慢加溢流阀的压力,使压力达到用户使用压力,系统正常工作后安原理图操作,使油缸完成预期工作。
1.特的传感器结构和数字控制电路,能够使胶带输送机起动与工作时1,1-1.5倍张紧力的佳状态。
2.设有随机函数,能够在正常运行时可根据输送机自行检测,达到重载大拉力,轻载小拉力的随机变化能力。
3.采用的电液动执行机构,具有很高的张紧力的控制精度,使皮带机工作更可靠、更平稳,延长胶带使用寿命避免断带事故发生。
4.设有正常、现场的两种控制方式,便于现场安装调试。
5.结构紧凑、安装空间小。
6.可与集控装置连接,实现对该机的远距离集控制,还可以实现微机控制。
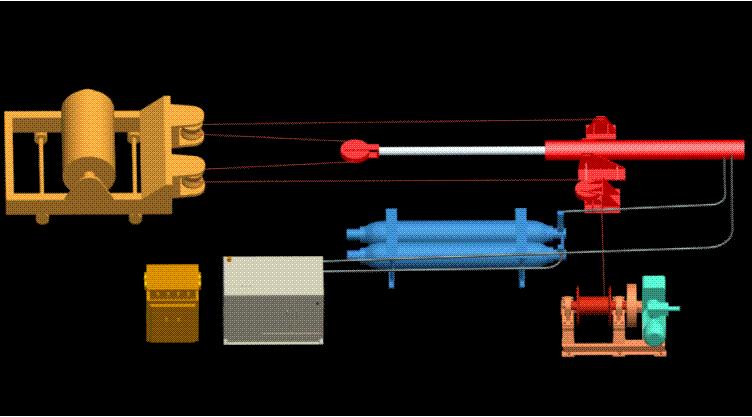
带式输送机起动时,胶带的松边会突然松弛伸长,此时拉紧油缸在蓄能站的作用下,能立刻收缩活塞杆,及时补偿胶带的伸长量,减小了胶带松边对紧边的冲击,不但使得输送机起动平稳、可靠,而且较好地保护了胶带特别是胶带的接头,可防止或避免断带事故的发生。这也是其他种类拉紧装置所无法比拟的特点

5.液压系统的操作与使用:
5.1 使用前应检查系统中各类元件、附件的调节手轮是否在正确的位置,油面是否在正确的位置,各管道、紧固螺钉等有无松动。
5.2 使用过程中应随时检查电机、油泵的温升,随时观察系统的工作压力,随时检查各高压连接处是否松动,以免发生异常事故。
本液压系统在运行过程中应对油液的更换情况、元附件更换情况、故障处理情况做出详细记录,以便与以后的维修、保养及故障分析。
6,维修与保养
6.1 本液压系统调试完毕以后更换液压油,初次使用半年后应更换一次液压油,以后每隔一年更换一次,以保证系统的正常运行。
6.2 本系统在运行中,应随时检查滤油器是否阻塞并及时清洗或更换滤芯。
m.jan885566.b2b168.com
液压张紧装置的设计、制造、安装、验收应以中国国家标准(GB)为基础,并参考下列规范和标准:
DLJ52 电力建设及施工验收规范
GB985气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸
GB986埋弧焊焊缝坡口的基本形式与尺寸
GB3323钢熔化焊对接接头射线照相和质量分级
GB11345钢焊缝手工超声波探伤方法和探伤结果分析
GB1184形状和位置公差、未注公差的规定
GB1901公差与配合尺寸至500mm孔、轴工差带与配合
GB/T1804一般公差线性尺寸的未注公差
GB1764漆膜厚度测定法
JB/ZQ4000.7锻件通用技术要求
GB12348工业企业厂界噪声标准 II类混合区评价标准
GB11352-89一般工程用铸造碳钢
GB700-88普通碳钢钢结构
GB5680-85高锰钢铸件技术条件
JB/TQ4000.3焊接通用技术条件
IEC/GB电动机技术标准
GBJ17-88钢结构设计规范
GB324-88钢焊缝符号表示法
GB700-88碳素钢结构
GB1184形状和位置公差、未注公差的规定
GB/T1804一般公差线性尺寸的未注公差
GB3767噪声源声功率级的测定
GB5676-86一般工程用铸造碳钢
GB5677铸钢件射线照相及底片等级分类方法
GB6402钢锻材超声纵波探伤方法
GB8923涂装钢材表面锈蚀等级和除锈等级
GB9286色漆和清漆漆膜的划格试验
液压系统安装说明
3.1本系统运到施工现场后应仔细打开包装,并按照装箱单仔细检查系统各部分是否符合合同要求,是否符合图纸设计要求,有无损坏现象,否则应及时与生产厂家联系。
2、本系统各部分拆装后应确保各部分所有外露口堵盖或包扎,在设备安装配管前不得脱落,以免对液压系统造成污染。
3液压运抵安装位置后应根据各部分的设计要求将其在基础上固定牢靠,不得松动,以免影响其使用性能。
4、各部分就位后,请按以下方式配管,管道焊接、加工、安装按[YBJ207-85]中的有关条款执行。
5、液压系统安装配管完成后,请按照液压系统电气接线图或系统设计接线。
3.2液压系统调试说明
1、液压系统安装后,首先根据液压原理图、结构图、电器控制图等,检查液压系统各个部分的安装是否正确无误,管道是否无误,否则及时处理。
2 、油箱注油,液位在液位计的中上部。
3、打开压力表开关,将先导式溢流阀完全松开,然后启动电机,以确定转向是否正确。(从尾部看顺时针)
4、 调整压力传感器,上限保护压力表16Mpa,下限电机启动压力为6Mpa。
5、开机后慢慢加溢流阀的压力,使压力达到用户使用压力,系统正常工作后安原理图操作,使油缸完成预期工作。
1.特的传感器结构和数字控制电路,能够使胶带输送机起动与工作时1,1-1.5倍张紧力的佳状态。
2.设有随机函数,能够在正常运行时可根据输送机自行检测,达到重载大拉力,轻载小拉力的随机变化能力。
3.采用的电液动执行机构,具有很高的张紧力的控制精度,使皮带机工作更可靠、更平稳,延长胶带使用寿命避免断带事故发生。
4.设有正常、现场的两种控制方式,便于现场安装调试。
5.结构紧凑、安装空间小。
6.可与集控装置连接,实现对该机的远距离集控制,还可以实现微机控制。
带式输送机起动时,胶带的松边会突然松弛伸长,此时拉紧油缸在蓄能站的作用下,能立刻收缩活塞杆,及时补偿胶带的伸长量,减小了胶带松边对紧边的冲击,不但使得输送机起动平稳、可靠,而且较好地保护了胶带特别是胶带的接头,可防止或避免断带事故的发生。这也是其他种类拉紧装置所无法比拟的特点
5.液压系统的操作与使用:
5.1 使用前应检查系统中各类元件、附件的调节手轮是否在正确的位置,油面是否在正确的位置,各管道、紧固螺钉等有无松动。
5.2 使用过程中应随时检查电机、油泵的温升,随时观察系统的工作压力,随时检查各高压连接处是否松动,以免发生异常事故。
本液压系统在运行过程中应对油液的更换情况、元附件更换情况、故障处理情况做出详细记录,以便与以后的维修、保养及故障分析。
6,维修与保养
6.1 本液压系统调试完毕以后更换液压油,初次使用半年后应更换一次液压油,以后每隔一年更换一次,以保证系统的正常运行。
6.2 本系统在运行中,应随时检查滤油器是否阻塞并及时清洗或更换滤芯。
m.jan885566.b2b168.com